
新闻资讯
技术知识
NBA正规买球(中国)官方网站

- 彭先生:
- 13809274199
- 微信号:
- 13809274199
- 地址:
- 广东省东莞市茶山镇茶山北路9号(盛世都会旁)
- 电话:
- 0769-23053945
- 传真:
- 0769-22202127
- Email:
- dgluogan@126.com
- 网址:
- http://www.stefanosartorato.com
- 阿里:
- https://hxextruder.1688.com
塑料挤出机螺杆的修复
挤出机是塑料制品加工最常用的设备之一。挤出成型有着生产过程连续、生产效率高、应用广泛(如生产片材、管材、异型材、电线、电缆等)、投资少收效快等特点。由于操作不当、塑胶原料的腐蚀性以及使用时间过长等原因,挤出机螺杆经常会被磨损,而不能正常工作,因此如何修复挤出机螺杆是值得我们了解和学习的。
一.螺杆结构
挤出机螺杆通常分为三段, 如图1 所示. 其中: L1段为加料段, 由料斗加人的物料靠此段向前输送,并开始被压实; L2段为压缩段, 物料在此段继续被压实, 并向熔融状态转变; L 3为场化段,物料在此呈粘流态。
通常螺杆螺槽深度h是个变化量,但加料段的深度通常为常量,用h1表示,场化段也是常量,用h3表示;压缩螺槽深度h2则是变化的,用以完成从h1到h3的过渡.由于挤出机有一个压缩比,所以h1须大于h3。
二.螺杆损坏的类型
1.扭断损坏
螺杆被扭断,一般是由违规操作或设备的控制、安全系统失灵造成,因为螺杆加料深度h,大于其它段,所以此段螺杆的扭转强度最低,因此扭断一般发生在加料段。
2磨损损坏
由于机械磨擦作用,螺杆使用一定年限后,其表面会磨损,一般L3段压力最高,所以磨损也最严重.螺杆磨损后设备效率会下降,严重时甚至无法工作.
三.扭断螺杆的修复
1.扭断螺杆的修复
扭断螺杆的修复通常采用焊接方法,修复的工艺是:
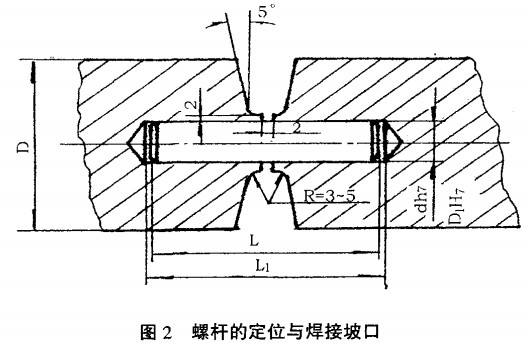
1)设立螺杆断裂位置两端面的定位孔,并将断面加工成U型坡口.焊接中最容易出的毛病之一就是焊口错位,如发生完成焊接后将无法校正.为保证焊接后扭断的两螺杆同一轴线必须在这两段上分别设立定位孔,以定位销轴来保证焊口两侧的两螺杆的同心度.同时为保证焊口有足够的强度,又适当减少焊接量,需把焊接的两断面加工成U型坡口.如图2所示.
2)装配.装配时两段扭断螺杆用定位销轴连接在一起,两段螺杆中间要留2mm间隙,装配时因有定位销轴,所以断面不会错位,但要注意两段螺杆表面尽量同一轴线.另外特别要注意的是断口处螺旋槽的连续性,要仔细测量焊口处的螺距,如螺距不对,要顺时针或逆时针转动其中一段螺杆,直至螺距达到正确值,为下一步焊接作好准备.
3)焊接.挤出机螺杆材料一般为合金结构钢,所以对焊接的要求比较严格,对焊条的要求一 般是:一是焊缝金属要有足够高的机械性能,即足够高的强度、塑性和冲击值;二是不产生淬硬组织、冷裂缝和结晶裂缝(热裂缝)等缺陷,并能减少焊缝部位的内 应力,以减少近缝区冷裂缝的产生;三是具有与基本金属相似的热处理性能.当焊件进行热处理时,可保证焊缝与基本金属的机械性能基本一致.不同的合金元素对焊缝性能的影响是不一样的,一般常用的合金元素可使金属的强度提高, 但几乎都会降低金属的塑性.适量的硅、锰、铜、铝不但可以提高金属的强度,而且延伸率降低较少.钥能显著提高强度,但塑性的降低也较显著,铬、钨、铝、 钒、铝和硼等元素对提高金属的耐热性具有很好的效果.钦、妮、钒、铝等元素可强烈地细化晶粒,为了得到综合性能优良的焊缝金属,故焊条或焊丝多采用多元素 的合金材料。
4)校正.校正前先要测量螺杆的径向弯曲量,事弯曲量较大,可先用压力机 进行粗较,然后再测量螺杆的径向跳动量.测量可在车床上进行,L:段轴端以车床卡盘卡住,另一端用尾座顶住轴的顶尖孔,用百分表测量螺杆的弯曲度.在进行 测量时,车床要挂好与螺杆螺距相同的螺距,然后挂上慢档在焊口左右反复测量,记下最大值和所在位置,并做上标记。
螺杆的校正在压力机上进行.用v型铁在压力机上架好螺杆,先用百分表测一下焊缝附近的相对高度,然后用压力机仔细地校正,因螺杆有弹性,所以校正压力要从小到大逐渐增加,反复测量,一般校正到跳动量小于0.2mm即可.校正后用铜棒反复轻击焊口附近,以释放部分焊接与校正应力.
5)车床加工.校正后的螺杆可在车床上加工修理.车削加工时,可先车螺杆焊接部分的外表面,进而再车螺旋槽,车削用量要小一些.车床加工后,螺杆的修复工作就算完成了。
2 磨损螺杆的修复
磨损螺杆的磨损段一般在L3段,其修复工艺较简单,按照修理扭断螺杆的焊接工艺,对L3段进行螺旋槽表面补填料焊接即可.如焊接段较长,一次加热不容易,可分段加热焊接.因焊接部位靠近机端,且焊接量较少,其变形较小,一般不需要校正.
四.注意事项
1)焊接前的定位装配很重要,定位销轴和定位孔的加工精度要保证,焊口绝不能错位.
2)焊接工艺必须严格执行,以防止出现焊接裂纹.
3)焊后校正要细心,不能怕麻烦,要反复校正,一定要达到要求范围内再进行车削加工,否则不能保证修复质量。
